Liquid nitrogen tank intelligent monitoring system
Liquid nitrogen tank intelligent monitoring system
Introducing our Liquid Nitrogen Tank Intelligent Monitoring System! As a factory, we prioritize safety and efficiency. Trust us to provide reliable monitoring solutions for your nitrogen storage needs.
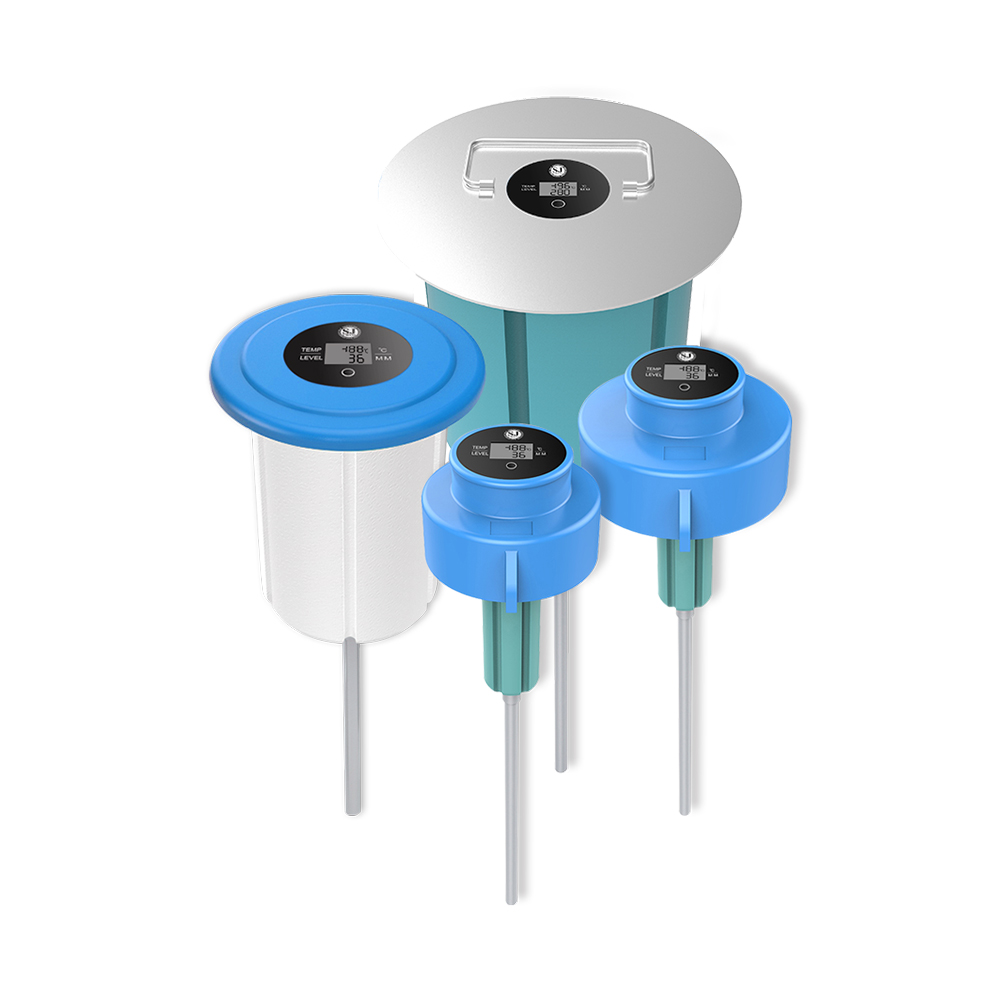
The system could be automatic / manual open inlet valve for liquid nitrogen supplement, real-time monitoring liquid level, high and low point temperature of the tank, solenoid valve switch status and running time. With permissions and secure password protection, multiple alarm functions (level alarm, temperature alarm, overrun alarm, sensor failure alarm, open cover timeout alarm, rehydration alarm, SMS remote alarm, power alarm and so on, more than ten kinds of alarm function), real-time comprehensive monitoring of liquid nitrogen storage system working state, and signal transmission to the central computer unified centralized monitoring and control.
Product Features:
① Automatic liquid nitrogen filling; ② Platinum resistance temperature sensor; ③ Differential pressure level sensor; ④ Hot air bypass function; ⑤ Automatically record the liquid level, temperature and other data; ⑥ Local monitoring center; ⑦ Cloud monitoring and management center ⑧ A variety of alarm self-diagnosis ⑨ SMS remote alarm ⑩ Operation permission settings ⑪ Run / alarm parameter settings ⑫ Sound and light abnormal alarm to remind ⑬ Backup power supply and UPS power supply
Product advantages:
○ Automatic and manual supply of liquid nitrogen can be realized ○ Temperature, liquid level double independent measurement, double control guarantee ○ ensure sample space reaches -190℃ ○ Centralized monitoring management, wireless SMS alarm, mobile phone remote monitoring ○ Automatically records data such as liquid level and temperature, and stores the data to the cloud